This announcement bar can be used to inform visitors of something important!

Zero-error labelling solutions for the pharmaceutical industry. From clinical trials to mass-market distribution, we ensure 100% compliance with EU GMP, and ISO 15378 standards.


Launching a life-saving medication, or a high-volume OTC product leaves no room for error. Success in the global pharmaceutical market requires a deep understanding of Directive 2001/83/EC, and Falsified Medicines Directive (FMD) requirements. Backed by nearly four decades of technical expertise, we ensure your labels meet every regulatory hurdle while maintaining 100% legibility.
■Compliance: From ISO 15378 standards to the Falsified Medicines Directive (FMD), we provide the technical foundation for your product’s safety.
■Zero-defect quality control: Our production lines have advanced vision inspection systems to ensure every barcode, 2D DataMatrix, and Braille pattern is 100% legible.
■Specialized materials: We utilize medical-grade, low-migration adhesives and inks that prevent chemical contamination of the medication.



OTC labelling must balance the 'shelf appeal' of consumer goods with the strict regulations of healthcare sector.
The application: Rectangular cartons for analgesics, squeeze bottles for syrups, and slim tubes for effervescent vitamins.
The challenge: Frequent consumer handling, exposure to bathroom moisture, and the need to fit extensive multilingual instructions.
Our solutions:
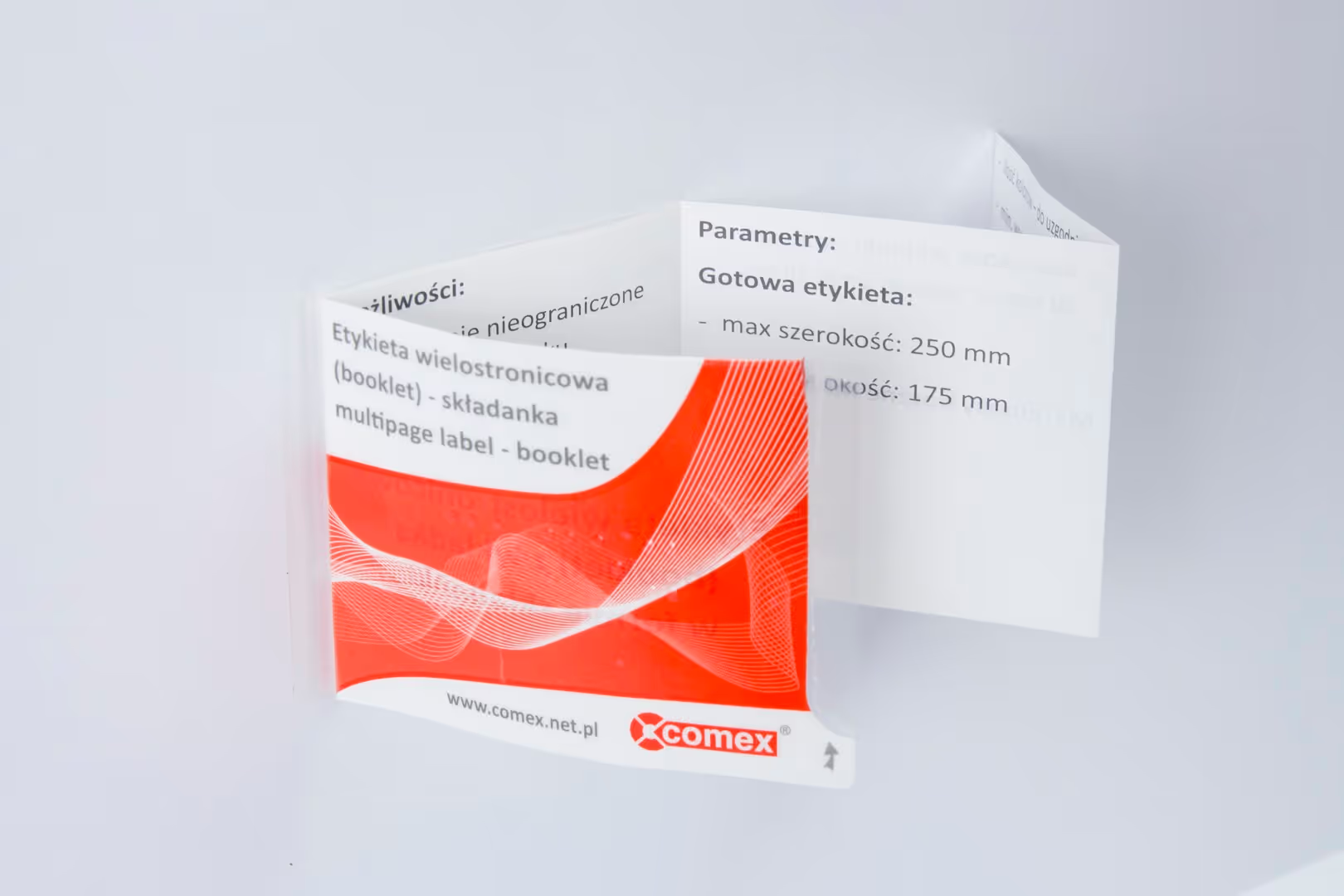
■Booklet and peel-off labels can provide up to 32 pages of space for Patient Information Leaflets (PIL) contents without needing to print a separate leaflet itself.
■Tactile Braille embossing ensures compliance with accessibility laws while maintaining the aesthetic integrity of the brand.
■Scuff-resistant finishes protect the label from friction during transport, keeping the product looking premium on the pharmacy shelf.


The clinical market is shifting toward high-potency drugs where precision is life-critical. Your labels need to be as reliable as the medication inside.
The application: Glass vials for concentrated liquids, specialized vials for oncology, and diagnostic reagent containers.
The challenge: Maintaining 100% legibility of micro-text and 2D DataMatrix codes under harsh hospital lighting and sterilization cycles.
Our solutions:
■Micro-resolution printing ensures that critical dosage instructions remain sharp even at font sizes below 4pt.
■Vision Inspection Systems verify every label against the master proof to eliminate the risk of label mix-ups.
■Chemical-resistant topcoats protect information from degradation caused by accidental exposure to isopropyl alcohol, or sanitizers.
The trend toward self-administration requires labels that perform perfectly on tight-radius curved surfaces.
The application: Insulin pens, pre-filled syringes, and auto-injectors.
The challenge: 'Edge lift' or flagging, where the label's stiffness causes it to peel away from small-diameter cylinders.
Our solutions:
■Ultra-flexible thin films wrap securely around diameters as small as 7mm without memory-effect peeling.
■High-tack mandrel adhesives provide an immediate, permanent bond to low-energy plastic or glass surfaces.
■Integrated graduation scales printed with high precision to assist patients in accurate dose measurement.


R&D environments require maximum data security and flexibility for small-batch production.
The application: Blinded study containers, investigational drug kits, and patient-specific kits.
The challenge: Maintaining the 'blind' of a study while ensuring regulatory data is accessible if an emergency unblinding is required.
Our solutions:
■Blackout and scratch-off layers securely hide sensitive study data until the point of use.
■Variable Data Printing (VDP) allows for unique patient IDs, and randomized codes across small production runs.
■Multi-layer booklet labels enable the inclusion of complex, multi-country protocols in a single compact format.
Labels used in acute care environments are the last line of defence against medication errors.
The application: IV bag overlays, syringe identification tapes, and bedside medication labels.
The challenge: Rapid identification in high-stress environments, and the need for colour-coding to prevent drug errors.
Our solutions:
■ISO-standard colour-coding helps medical staff differentiate between drug classes (eg neuromuscular blockers vs sedatives) at a glance.
■Write-on surfaces allow staff to add critical time-of-use data with standard medical pens without smearing.
■Luminescent markers allow for automated verification by bedside scanning systems under low-light conditions.

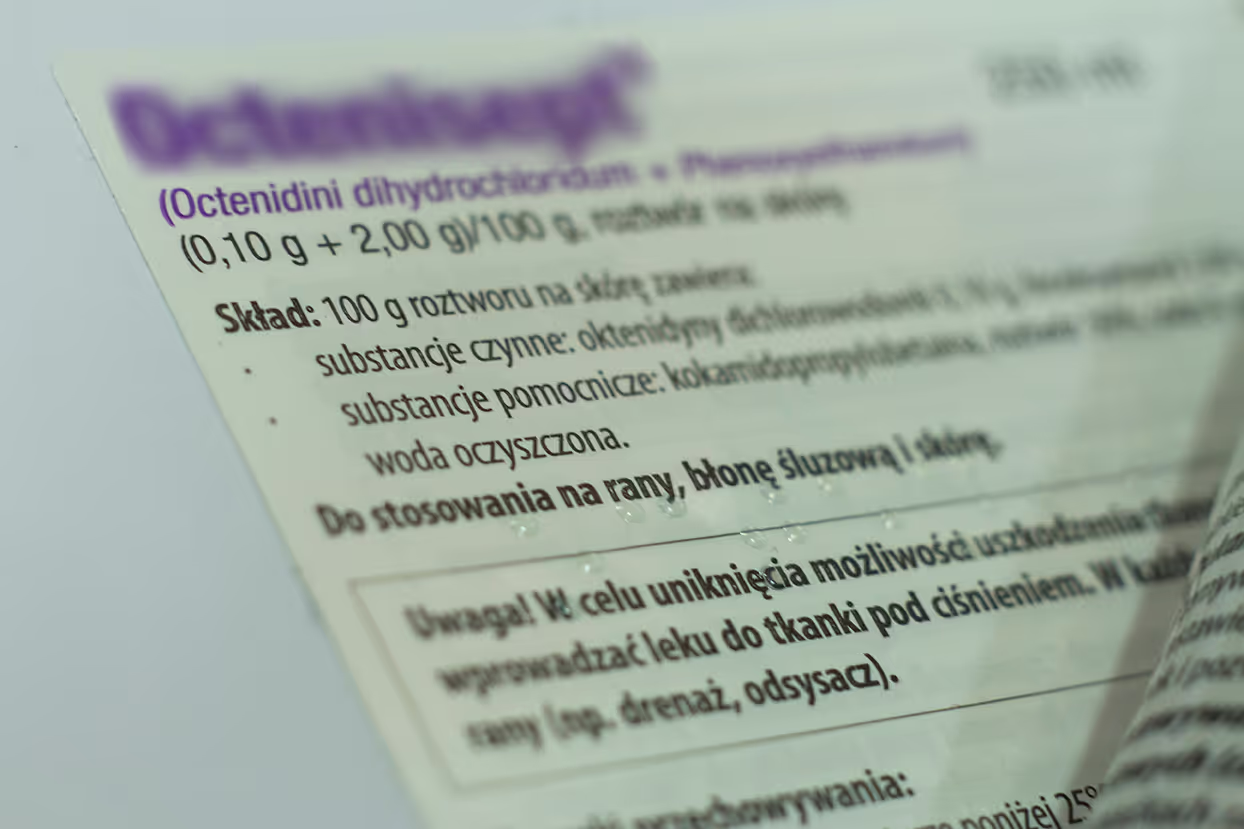
Pharmaceutical products, like their packaging, are subject to the strictest control requirements. In the case of the latter, both readability and substantive and colour compliance with the registered packaging pattern are essential.
These requirements for pharmaceutical labels also translate into the necessity of using raw materials dedicated to specific conditions of use of the product by the end customer. This obliges the manufacturer of such markings to maintain the highest quality standards.
We therefore offer professional production of labels fully compliant with the rigorous standards applicable in the pharmaceutical industry.
Comex puts at your disposal over 38 years of experience in printing self-adhesive labels in all categories. We prepare the following types of markings intended for the pharmaceutical industry:
In each case, we prepare labels according to the individual requirements of the client, always ensuring their highest quality of execution, readability, and aesthetics.

This certification confirms our dedication to refining our processes to supply products and services that align with customer expectations and legal obligations.


This certification attests to our expertise, and top-notch quality in handling UPM Raflatac products, and our status as a trustworthy and verified partner.
This certification guarantees that the timber resources used in our products are sourced from responsibly managed forests and other verified sources.
Expert labelling made simple. Our efficient 4-step process eliminates uncertainty in pharmaceutical packaging, offering your brand premium, durable labels, and the regulatory assurance needed for the European market.











